

jigs and fixtures
 5:09 PM
5:09 PM
 , Posted in
, Posted in
Jigs and Fixtures:
Some machining operation are so simple’ which are done quite easily, such as turning, the job is held in position in the chuck and turning operation is done easily. No other device is required to hold the job or to guide the tool on the machine in such an operation. But some operations are such type in which the tool is required to be guided by means of another device and also some jobs are of such forms which are required to be held in position on the machine by means of another device.
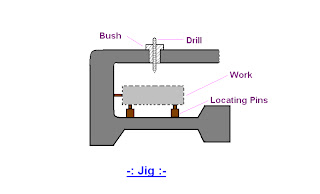
The device which guides the tool is called jig and the device which holds the job in position is called fixture.
Jigs and fixtures are special purpose tool which are used to facilitate production (machining, asslembling and inspection operations), when work piece is based on the concept of interchangeability according to which every part will be produced within an established tolerance. Jigs and fixtures provide on means of manufacturing interchangeable parts since they establish a relation with predetermined to tolerance between the work and cutting tool. They eliminate the necessity of a special set up for each individual park. So’ A jig is may be de-fined as a device which hold and position the work; locate or guides the outing tool relative to the work piece and usually not fixed to the m/c table. It is usually lightly in construction.
A fixture is a work holding device and position the work; but doesn’t guide ‘locate or position the cutting tool’ the setting of the tool is done by machine adjustment and a setting blocker using slip gauges. A fixture is hold or clamp-ed to the machine table. It is usually heavy in construction. Jigs are used on drilling , reaming , tapping and couter boring operations , while fixtures are used in connection with turning , milling , grinding , shaping , planning and boring operations.
The use of jig and fixture makes possible more rapid and more accurate manufacturing at a reduction of cost.
Uses of Jigs and Fixtures:
- Jigs and fixtures are used to reduce the cost of production as there use elimination being out work and setting up of tools.
- To increase the production.
- To assure the high accuracy of the parts.
- To provide for interchangeability.
- To enables heavy and complex shaped parts to be machined by holding rigidly to a machine.
- To control quality control expenses.
- Less skilled labor.
- Saving labor.
- There use partially automates the machine tool.
- Improve the safety at work, thereby lowering the rate of accidents.
Jigs
The most-common jigs are drill and boring jigs. These tools are fundamentally the same. The difference lies in the size, type, and placement of the drill bushings. Boring jigs usually have larger bushings. These bushings may also have internal oil grooves to keep the boring bar lubricated. Often, boring jigs use more than one bushing to support the boring bar throughout the machining cycle.

In the shop, drill jigs are the most-widely used form of jig. Drill jigs are used for drilling, tapping, reaming, chamfering, counter boring, countersinking, and similar operations. Occasionally, drill jigs are used to perform assembly work also. In these situations, the bushings guide pins, dowels, or other assembly elements.
Jigs are further identified by their basic construction. The two common forms of jigs are open and closed. Open jigs carry out operations on only one, or sometimes two, sides of a work piece. Closed jigs, on the other hand, operate on two or more sides. The most-common open jigs are template jigs, plate jigs, table jigs, sandwich jigs, and angle plate jigs. Typical examples of closed jigs include box jigs, channel jigs, and leaf jigs. Other forms of jigs rely more on the application of the tool than on their construction for their identity. These include indexing jigs, trunnion jigs, and multi-station jigs.
Specialized industry applications have led to the development of specialized drill jigs. For example, the need to drill precisely located rivet holes in aircraft fuselages and wings led to the design of large jigs, with bushings and liners installed, contoured to the surface of the aircraft. A portable air-feed drill with a bushing attached to its nose is inserted through the liner in the jig and drilling is accomplished in each location.
Fixtures
Fixtures have a much-wider scope of application than jigs. These workholders are designed for applications where the cutting tools cannot be guided as easily as a drill. With fixtures, an edge finder, center finder, or gage blocks position the cutter. Examples of the more-common fixtures include milling fixtures, lathe fixtures, sawing fixtures, and grinding fixtures. Moreover, a fixture can be used in almost any operation that requires a precise relationship in the position of a tool to a workpiece.


Fixtures are most often identified by the machine tool where they are used. Examples include mill fixtures or lathe fixtures. But the function of the fixture can also identify a fixture type. So can the basic construction of the tool. Thus, although a tool can be called simply a mill fixture, it could also be further defined as a straddle-milling, plate-type mill fixture. Moreover, a lathe fixture could also be defined as a radius-turning, angle-plate lathe fixture. The tool designer usually decides the specific identification of these tools.


