

Forging operations
 5:21 PM
5:21 PM
 , Posted in
, Posted in
Forging operations:
1: Drawing:
This is the operation in which metal gets elongated with a reduction in the cross sedation area. For this, a force is to be applied in a direction perpendiaulant to the length axis.


2:Up setting:
This is applied to increase the cross seat ional area of the stock at the expanse of the length. To achieve the length of upsetting force is applied in a direction parallel to the length axis, For example forming of a bolt head.

3:Fullering:
It a similar to material cross-section is decreased and length increased. To do this; the bottom fuller is kept in angle hole with the heated stock over the fuller .the top fuller is then kept above the stock and then with the sledge hammer, and the force is applied on the top fuller.


4:Edging:
It is a process in which the metal piece is displaced to the desired shape by striking between two dies edging is frequently as primary drop forging operation.


5:Bending:
Bending is very common forging operation. It is an operation to give a turn to metal rod or plate. This is required for those which have bends shapes.


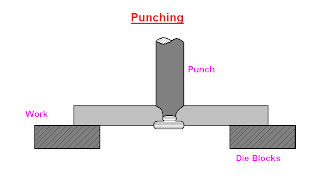
6:Punching:
It is a process of producing holes in motel plate is placed over the hollow cylindrical die. By pressing the punch over the plate the hole is made.

7:Forged welding: It is a process of joining two metal pieces to increase the length. By the pressing or hammering then when they are at for ging temperature.Itis performed in forging shop and hence is called forged welding.
8:Cutting:
It is a process in which a metal rod or plate cut out into two pieces, with the help of chisel and hammer, when the metal is in red hot condition.
9:Flating and setting down:
Fullering leaves a corrugated surface on the job. Even after a job is forged into shape with a hammer, the marks of the hammer remains on the upper surface of the job. To remove hammer marks and corrugation and in order to obtain a smooth surface on the job, a flatter or set hammer is used.


10: Swaging:
Swaging is done to reduce and finish work for desire size and shape, usually either round or hexagonal. For small jobs top and bottom swage pair is employed, where as for large work swage block can be used.

