Shell Moulding
 7:35 PM
7:35 PM
 , Posted in
, Posted in
Shell moulding ;
It is a process in which the sand is mixed with a thermo setting resin is allowed to come into contact a heated metallic pattern plate ‘so that a them and strong shell of mould is formed around the pattern’ then she is removed the pattern and the cope and drag are remove together and kept in a flask with the necessary back up material and the molten metal is pored into the mould.
Generally dry and fin sand which is completely free of the clay is used for preparing the shell mould in are the phenol formaldehyde rising combined with sand they hare very high strength and resistance through heat.
Steps Involve;
Step 1;
A metal pattern having the profile of the required casting is heated to 180°-260°c in an own maintained at 300°-400°c pattern after being heated is taken out of the own and sprayed with a solution of a lubricating agent containing silicon. It is necessary to prevent the shell from sticking to the metal pattern.


Step 2:
Metal pattern(made up of iron or steel )is then turned faced down and clamped over the open end of the dump box.

Step 3:
the dump box is inverted so that dry sand raisin mixture falls on the face of hot metal pattern . the raisin the raisin softens and fuses to form a soft and uniform sand mixture in contact with the pattern gets heat up .the rasinsoftens and fuses to form a soft and uniform shell of about 6mm thickness on the surface of pattern.



Step 4;
As the dump box is turned to its original position. Excess sand resin mixture falls beak into the dump box leaving a shell adhering closely to the pattern
Step 5;
The shell is then stripped from the pattern plate with the help of ejector pins which are an integral part of the metal pattern


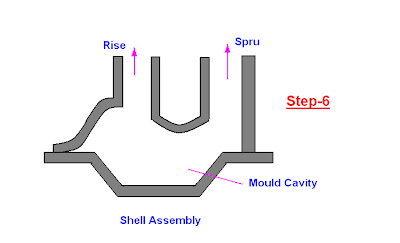
Step 6;
After the shells so obtained have cooled. Two meeting shell are securely fastened together to from a complete mould.